|
项目简述:
将铜合金分量和焊剂装满钢盒。用高频电流将钢盒加热至900-1100℃,然后以900-1500转/分旋转钢盒并强行制冷。此种工艺通过在预制的钢成分中熔炼各种铜合金来制取等长的钢铜双金属空心坯件。利用它制取各种双金属坯件(光滑的或带凸边的,直径从40至200毫米,重量从1至20千克),年需求废铜和铜合金以个或十个计算。
离心浇铸流程包括:用配料和焊剂添满备好的钢盒;以高频电流加热位于锥形中心的钢盒至所需温度(在利用焊剂加热时钢盒内表面实现化学清洗);配料熔化后,对钢盒施以角速度,随后制冷。铜合金熔体完成结晶后,从设备中取出所得双合金坯件。
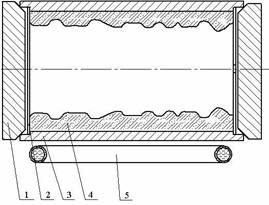 1夹紧锥; 2密封盖; 3钢壳; 4配料;5感应器 1夹紧锥; 2密封盖; 3钢壳; 4配料;5感应器
套筒技术特点:内径,大于20毫米;坯件长度,至500毫米;青铜层厚度,不小于0.25毫米;金属加工余量, 0.5---1.0毫米;
坯件尺寸:外径40---200毫米;熔炼层厚度起于1.5毫米;长度50--350毫米
浇铸设备:半自动浇铸设备重量0.4吨;浇铸场地工作面积20平米;产量2---4铸件/小时;年合格率94—97%

准备程度(达70%):已制定以低碳钢为基础熔炼各型号铜合金的工艺。 在实验、试验生产条件下已制定浇铸设备的主要部件结构。已形成结构设计
资料,在所内浇铸场地上已制成工艺设备的生产实验用样机。此工艺被应用于研究所浇铸场地上,每月可制取总量达1.5 吨的坯
件。 由于在制备钢基础成分时需要大量车工工作,因此需将本工艺补充至工业化水平。同样,为保证最优浇况而进行加热时,
需 要完善对坯件进行温度检测的系统。
科技水平:本工艺主要特点在于,从废铜和铜合金中制取各种空心双金属铸件。可确保熔炼层结构密实,铜合金和钢基础的联接刚度由对两者进行化
学提纯来保证,并达到熔炼层的刚度。专业性的快速重整工艺设备可制造各种尺寸和重量的双金属套筒。
可能的应用领域:可用于制作套筒、螺母、支撑线圈和用于载重机械的具有抗摩特性的其它零件。由此种坯件可制做自动半拖车平衡器套筒、用于剪
断机、轧光辊、锥形破碎机、挖掘机箍轮及其它专门技术设备 的轴承。
环保性:浇铸方式环保无害。
设计者建议:转让包括离心浇铸设备制造在内的工艺合同。
我方还准备在合作方同意补充设计的情况下出售工艺和设备。
我方准备同合作方共同在工艺补充设计方面进行合作。
回收期:大约一年。
|


