|
项目简述:
铅蓄电池格栅制备情况如下:连续将熔体(如图1)用离心泵2沿管制从熔炉1中加入由圆形鼓4和给养套3组成的结晶器中。通过给养套上与鼓连接的
侧壁上的正面孔隙,熔体注满鼓上格栅的凸边。被固化的格栅铸件与鼓一起与给养套相对滑行。从给养套下
出来后,带10将在鼓上冷却至脱落,然后带10卷入卷筒11。
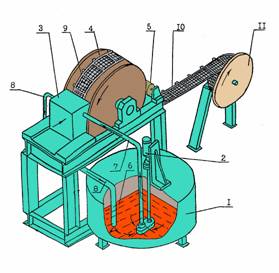

技术特点:格栅厚度0.9---1.8毫米;浇铸速度20----40米/分;炉容量1200千克;设定的电能32.7千瓦;用于冷却的水量4—6立米/时;机器尺寸
3500x2300x1400
准备程度:已完成浇铸铅蓄电格栅工艺流程和设计文件,已完成实验生产用在所内浇铸场地上运转的样机。需要为提高制取的格栅的品质进行补充设
计。
科技水平:与铸模中浇铸格栅工艺相比此工艺有以下优点: (1)不需用气熔胶分离铅,因为液质熔体不与空气接触。
(2)格栅有较高的腐蚀稳固性和机械强度,这些都以铸件结晶的高速度为前提,(生铁
结晶器未油漆槽内冷却速度比以软木乳胶剂油漆过的铸模快100 倍)。棱柱格栅
的浇铸速度比铸模浇铸快8-10倍,达18000块/小时。
(3)高准确性使金属消耗降低至2-2.5%。
(4)可制造廉价制备电极的生态工艺。
(5)格栅长度可任意长。
|


